Key Takeaways
- A PCB is an empty board for electronic circuits. A PCBA has all parts attached, making it work.
- Think about design difficulty when choosing PCB or PCBA. Simple designs may need only a PCB. Complex ones need a PCBA.
- Your budget is important. PCBs cost less and are faster to make. They are great for testing ideas.
- Time and resources are key. PCBAs take longer because of assembly. Plan based on your project schedule.
- Know what your project needs, like performance and space. This helps you pick the best option for good results.
Understanding the Printed Circuit Board (PCB)
What is a Printed Circuit Board?
A printed circuit board forms the backbone of most electronic devices. It provides a stable platform for mounting electronic components and ensures they remain securely attached during operation. The board connects and distributes electrical signals between components, minimizing wiring complexity and enhancing reliability. Depending on the application, it can serve as either a rigid or flexible backbone for circuits. This versatility makes it an essential element in modern electronics.
Components of a PCB
A PCB consists of several key components that work together to support and connect electronic parts. These include:
- Substrate: The base material, often made from fiberglass or other insulating materials, provides structural support.
- Copper Layers: Thin layers of copper create conductive pathways for electrical signals.
- Solder Mask: This protective layer prevents soldering errors and protects the copper traces.
- Silkscreen: Used for labeling, it helps identify components and connections on the board.
The choice of materials significantly impacts the PCB’s performance. For example, FR-4, a fiberglass and epoxy resin substrate, offers a balance of cost and functionality, making it suitable for consumer electronics. High-performance materials like Teflon provide superior electrical properties for aerospace and high-frequency applications.
| Material | Description | Cost Impact | Typical Applications |
|---|---|---|---|
| FR-4 | Commonly used PCB substrate made from fiberglass. | Low to moderate cost. | Consumer electronics, general-purpose PCBs. |
| Metal Core | Metal base for enhanced heat dissipation. | Higher cost due to thermal performance. | LED lighting, power electronics. |
| Flexible Substrates | Allows bending and shaping of the circuit board. | Higher cost due to specialized materials. | Wearable devices, flexible electronics. |
| Rogers Materials | High-performance laminates with excellent electrical characteristics. | Higher cost, used for high-frequency applications. | RF and microwave applications. |
| Teflon | Superior electrical properties and low dielectric constant. | Highest cost due to advanced processing. | High-frequency applications, aerospace. |
Types of Printed Circuit Boards
PCBs come in various types, each designed for specific applications:
- Single-Sided PCBs: These have one layer of substrate and are used for simple circuits like sensors.
- Double-Sided PCBs: With conductive layers on both sides, these are ideal for mobile phones and amplifiers.
- Multi-Layer PCBs: These offer high design flexibility and are perfect for high-speed circuits.
- Rigid PCBs: Compact and easy to repair, these are suitable for complex circuitry.
- Flexible PCBs: These save space and weight, making them ideal for high-density applications.
- Rigid-Flex PCBs: Combining rigid and flexible circuits, these are used in medical and military applications.
- High-Frequency PCBs: Designed for communication systems, they operate at frequencies between 500MHz and 2GHz.
- Aluminum-Backed PCBs: Known for excellent heat dissipation, these are used in high-power applications.
Each type serves a unique purpose, ensuring that you can select the right PCB for your project requirements.
Applications of Printed Circuit Boards
Printed circuit boards play a vital role in modern technology, serving as the backbone for countless electronic devices. Their versatility allows you to find them in a wide range of industries, each with unique requirements and applications.
- Consumer Electronics: PCBs are integral to devices like smartphones, laptops, and televisions. They enable compact designs and reliable performance, ensuring your gadgets function seamlessly.
- Automotive Industry: Advanced vehicles rely on PCBs for systems like engine management, GPS navigation, and safety features such as airbags and anti-lock brakes. These boards withstand harsh conditions, ensuring durability and precision.
- Medical Devices: From diagnostic equipment to wearable health monitors, PCBs support critical healthcare technologies. Their compact size and reliability make them ideal for devices like pacemakers and imaging systems.
- Aerospace and Defense: High-performance PCBs are essential for avionics, radar systems, and communication devices. Their ability to operate under extreme conditions ensures mission-critical reliability.
- Industrial Equipment: PCBs power machinery and automation systems in manufacturing plants. They enhance efficiency and enable precise control in industrial operations.
- Telecommunications: Networking equipment like routers, switches, and satellites depend on PCBs for high-speed data transmission and connectivity.
Tip: When selecting a PCB for your project, consider its application-specific requirements, such as durability, heat resistance, and signal integrity.
The transition from a PCB to a pcba further enhances functionality. For example, in medical devices, a pcba integrates components like sensors and microcontrollers, transforming the board into a fully operational unit. This assembly process ensures the device meets stringent performance and safety standards.
PCBs continue to evolve, driving innovation across industries. Their adaptability ensures they remain a cornerstone of technological advancement.
Exploring the Printed Circuit Board Assembly (PCBA)
What is a Printed Circuit Board Assembly?
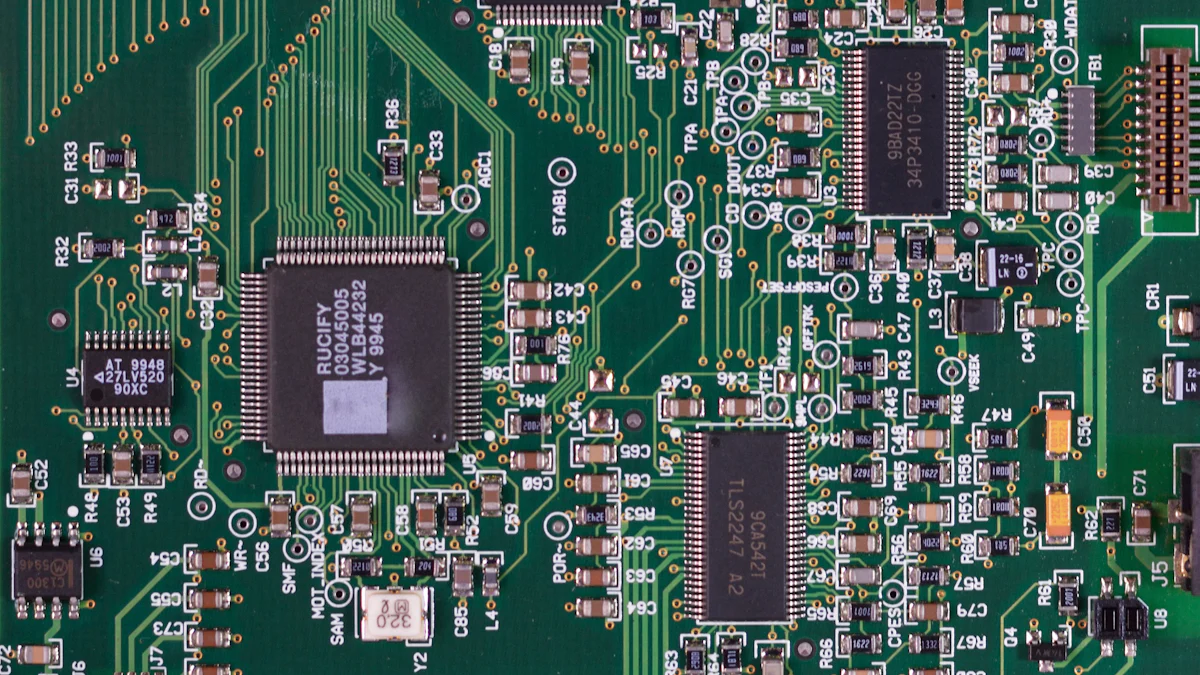
A printed circuit board assembly transforms a bare PCB into a functional unit by integrating electronic components. This process involves soldering components like resistors, capacitors, and integrated circuits onto the board. The result is a fully operational assembly that powers devices across industries. Unlike a PCB, which serves as the foundation, a PCBA is ready for deployment in applications such as automotive systems, medical devices, and industrial automation.
Tip: When working with a PCBA, ensure the components match the design specifications to avoid performance issues.
Components of a PCBA
A PCBA includes various components that enable it to perform specific functions. These components are carefully selected based on the application and design requirements. Common components found on a PCBA include:
- Resistors
- Capacitors
- Transistors
- Diodes
- Integrated Circuits (ICs)
Each component plays a critical role. For instance, resistors control current flow, while ICs handle complex processing tasks. The combination of these elements ensures the PCBA meets the demands of modern electronic systems.
PCBA Assembly Processes
The pcba assembly process involves two primary techniques: through-hole assembly (THA) and surface-mount assembly (SMA). Each method has unique advantages and applications.
- Through-Hole Assembly (THA): This method involves inserting component leads through drilled holes in the PCB. It provides strong mechanical bonding, making it ideal for products exposed to mechanical stress. However, it is time-consuming and increases costs due to the drilling process.
- Surface-Mount Assembly (SMA): This technique uses solder paste to attach components directly to the board’s surface. It supports smaller, denser designs and faster assembly speeds. SMA is highly compatible with automation, reducing costs and improving efficiency.
Note: SMA offers better electrical performance due to lower parasitics, making it suitable for high-speed applications.
Both methods contribute to the versatility of pcba assembly. For example, SMA is preferred for compact devices like smartphones, while THA is used in prototypes and products requiring durability.
PCBAs are essential in applications like Industry 4.0 automation, robotics, and advanced driver assistance systems. They enable real-time data processing, predictive maintenance, and seamless communication, driving innovation across industries.
Applications of Printed Circuit Board Assembly
Printed circuit board assemblies play a critical role in modern technology. By integrating components onto a PCB, a PCBA becomes the functional core of countless devices. Its versatility allows you to find it in a wide range of industries, each with unique demands.
- Consumer Electronics: PCBA powers devices like smartphones, tablets, and gaming consoles. It enables compact designs and ensures reliable performance, making your gadgets more efficient and user-friendly.
- Automotive Industry: Advanced vehicles rely on PCBA for systems such as engine control units, infotainment systems, and advanced driver-assistance systems (ADAS). These assemblies withstand harsh conditions, ensuring durability and precision in critical automotive functions.
- Medical Devices: From diagnostic equipment to wearable health monitors, PCBA supports life-saving technologies. It ensures compactness and reliability in devices like pacemakers, imaging systems, and portable medical tools.
- Aerospace and Defense: High-performance PCBA is essential for avionics, radar systems, and communication devices. Its ability to operate under extreme conditions ensures mission-critical reliability in these demanding sectors.
- Industrial Automation: PCBA drives machinery and robotics in manufacturing plants. It enhances efficiency and enables precise control, supporting Industry 4.0 initiatives and smart factory operations.
- Telecommunications: Networking equipment like routers, switches, and satellites depend on PCBA for high-speed data transmission and connectivity. It ensures seamless communication in an increasingly connected world.
Tip: When selecting a PCBA for your project, consider factors like environmental conditions, performance requirements, and industry standards to ensure optimal results.
PCBA continues to evolve, enabling innovation across industries. Its adaptability ensures it remains a cornerstone of technological advancement, powering the devices and systems that shape your daily life.
PCB vs. PCBA: A Detailed Comparison
Functionality Differences
The functionality of a circuit board evolves significantly when transitioning from a PCB to a PCBA. A PCB serves as the physical platform for mounting components. It provides the mechanical structure and electrical connections necessary for creating a circuit. However, it cannot function independently. In contrast, a PCBA integrates all the required components, such as resistors, capacitors, and integrated circuits, transforming the board into a fully operational unit.
| Feature | PCB | PCBA |
|---|---|---|
| Definition | The board itself | The completed board with all components mounted |
| Functionality | Provides mechanical structure and electrical connections | Forms a functional electronic circuit |
| Standalone Capability | Cannot function independently | Can operate as a standalone device |
This distinction highlights the importance of understanding your project requirements. If you need a functional circuit board for testing or deployment, a PCBA is essential. On the other hand, a PCB is ideal for prototyping or early development stages.
Manufacturing Processes
The manufacturing processes for PCBs and PCBAs differ in complexity and cost. PCB fabrication involves creating the bare board by layering copper traces on a fiberglass substrate. This process is relatively straightforward and cost-effective. However, producing a PCBA requires additional steps, including component procurement, assembly, and quality control inspection. These steps increase both the complexity and cost of production.
Surface-mount assembly (SMA) and through-hole assembly (THA) are the two primary techniques used in PCBA manufacturing. SMA supports compact designs and faster assembly, making it suitable for high-density applications. THA, while more time-consuming, provides stronger mechanical bonding, ideal for products exposed to physical stress. Regardless of the method, quality control inspection ensures the final product meets industry standards.
Cost Implications
The cost implications of choosing a PCB versus a PCBA depend on your project phase and requirements. PCBs are generally less expensive and quicker to produce. This makes them suitable for early development phases where flexibility and cost savings are priorities. Factors such as substrate material, trace layout complexity, and production quantity influence the cost of PCB fabrication.
PCBAs, on the other hand, incur additional costs due to component procurement, assembly, and testing. These processes make PCBAs more expensive and time-consuming. However, they are indispensable for final production and testing, where functionality and reliability are critical. By understanding these cost dynamics, you can make informed decisions that align with your budget and project goals.
Tip: For early-stage prototyping, opt for PCBs to save time and resources. Transition to PCBAs when your design is finalized and ready for deployment.
Packaging and Final Use
Packaging plays a crucial role in ensuring the quality and functionality of both PCBs and PCBAs during transportation and storage. For PCBs, the packaging process focuses on protecting the bare board from physical damage, moisture, and contamination. Manufacturers often use anti-static bags, bubble wrap, or vacuum-sealed packaging to safeguard the boards. These measures prevent scratches, warping, and electrostatic discharge, which could compromise the board’s integrity.
When it comes to PCBA, the packaging requirements become more stringent. Since a pcba contains delicate components like resistors, capacitors, and integrated circuits, you must ensure additional protection. Anti-static foam, custom trays, and moisture barrier bags are commonly used to shield the assembly from environmental factors. Proper labeling is also essential, as it helps identify the assembly’s specifications and ensures compatibility with the intended application.
The final use of PCBs and PCBAs depends on their level of assembly and intended purpose. A PCB serves as the foundation for prototyping and testing, allowing you to refine your design before moving to production. On the other hand, a PCBA is ready for deployment in end-use applications. For example, in the automotive industry, PCBAs power advanced driver-assistance systems, while in medical devices, they enable life-saving technologies like pacemakers and imaging systems.
By understanding the packaging and final use of these components, you can ensure their reliability and performance in real-world applications. Proper handling and storage practices further enhance their longevity, reducing the risk of failure in critical systems.
Practical Considerations for PCB and PCBA Selection
Evaluating Project Requirements
Selecting between a PCB and a PCBA depends on your project’s specific needs. Factors such as design complexity, performance requirements, and space constraints play a significant role in this decision. For instance, simple circuits may only require a PCB, while advanced designs with multiple components often necessitate a PCBA.
| Factor | Description |
|---|---|
| Design Complexity | Simple circuits can use PCBs, while complex designs may require multilayer PCBAs. |
| Component Availability | The choice may depend on whether components are available in through-hole or surface-mount form factors. |
| Performance Requirements | High-performance applications may necessitate advanced PCBAs with specialized materials and techniques. |
| Space Constraints | Limited space may require high-density PCBAs, while larger devices can accommodate through-hole PCBs. |
When working on high-performance applications, such as aerospace or medical devices, you should prioritize PCBAs with specialized materials like Teflon or ceramic. These materials ensure durability and reliability under extreme conditions. Additionally, consider the availability of components in either through-hole or surface-mount forms, as this can influence the assembly process and overall design.
Tip: Always align your choice with the project’s functional and environmental requirements to ensure optimal performance.
Budget and Cost Constraints
Budget constraints significantly impact whether you choose a PCB or a PCBA. While PCBs are generally less expensive, PCBAs involve additional costs for components, assembly, and testing.
| Aspect | PCB | PCBA |
|---|---|---|
| Cost | Generally less expensive | More expensive due to components |
| Lead Time | Quicker to produce | More complex and time-consuming |
| Functionality | Lacks assembled components | Complete and functional circuit |
If you are in the prototyping phase, opting for a PCB can save time and resources. However, for final production, a PCBA becomes essential due to its functionality and reliability. Keep in mind that factors like substrate material, component procurement, and assembly complexity can further influence costs.
Note: Balancing cost with functionality ensures you stay within budget without compromising quality.
Time and Resource Availability
Time and resource availability are critical when deciding between a PCB and a PCBA. PCBAs require more time and resources due to the assembly process, which includes component mounting, soldering, and rigorous testing.
| Aspect | PCBAs | PCBs |
|---|---|---|
| Production Time | More time-consuming due to assembly | Typically shorter, no assembly |
| Cost | Generally more expensive | Less expensive |
| Complexity | Higher due to component mounting | Lower, simpler design |
The production of PCBAs involves several steps, such as component procurement, assembly, and quality inspections. These processes ensure the final product meets industry standards but also increase lead times. In contrast, PCBs are quicker to fabricate, making them ideal for early-stage development.
Tip: If your project has tight deadlines, consider using PCBs for prototyping and transitioning to PCBAs once the design is finalized.
Understanding the differences between PCBs and PCBAs is essential for making informed decisions in electronics projects. A PCB serves as the foundation, offering a platform for circuit design, while a PCBA transforms this base into a functional unit by integrating components. This distinction impacts functionality, cost, and complexity.
Key considerations when choosing between the two include:
- Design Complexity: Complex circuits often require PCBAs.
- Component Availability: The choice depends on available components.
- Performance Requirements: PCBAs deliver higher reliability for advanced devices.
- Space Constraints: Compact designs benefit from high-density PCBAs.
By recognizing these factors, you can optimize your designs for better performance and cost-efficiency. PCBAs, with their enhanced functionality, are indispensable for complex applications, ensuring your projects meet industry standards.
FAQ
What is the main difference between PCB and PCBA?
A PCB is the bare board that serves as the foundation for electronic circuits. A PCBA, on the other hand, includes all the components soldered onto the PCB, making it a functional unit ready for use in devices.
How does the fabrication process differ for PCB and PCBA?
PCB fabrication involves creating the bare board by layering copper traces on a substrate. PCBA fabrication adds components through assembly processes like surface-mount or through-hole techniques, transforming the PCB into a functional circuit.
Can you reuse a PCBA after disassembly?
Yes, you can reuse a PCBA if the components and board remain undamaged during disassembly. Techniques like the solder suction method or hot air gun heating ensure precise removal without harming the board or components.
Why is PCBA more expensive than PCB?
PCBA costs more due to additional steps like component procurement, assembly, and testing. These processes require advanced equipment and skilled labor, increasing the overall fabrication cost compared to a bare PCB.
What factors should you consider when choosing between PCB and PCBA?
Consider your project’s complexity, budget, and timeline. For prototyping, a PCB suffices. For final production, a PCBA is essential. Evaluate the fabrication requirements, including material selection and assembly processes, to ensure optimal performance.